")








 |
Modular and Reconfigurable The key to success incustom solutions. |

-
-

Training
Personalized training courses. -

ENGINEERING
Feasibility study as a key of sucess.
-

ULTRASCOPE SERIE
ULTRASCOPE USB, all the power of a high-end system in the palm of your hand -
DIFRASCOPE
Much more than a multi-channel TOFD system. -
AMPLUS-32
AMPLUS-32 is a broadband pre-amplifier fully compatible with ULTRASCOPE / DIFRASCOPE.



-
PHASED ARRAY SYSTEM
Phased array systems,based on the SITAU technology. -
GNR FILTER
See beyond structural noise no matter grain noise present on the material. -
AUTOFOCUS
Get the best image quality with a single click... no matter how complex the geometry is.



-
FULL PARALLEL PHASED ARRAY
Synthetic Aperture Techniques (SAFT), Full matrix capture (FMC), total focusing method (TFM), Sampled Phased array, can be implemented. -
GPU Development Kit
Complete your SITAU Phased-Array system with the power of GPU’s. -
AIRSCOPE SOLUTIONS
Air-coupled NDT solutions for compiste inspections.



-
AIRSCOPE MULTICHANNEL
Air-coupled NDT solutions for compiste inspections. -
AIRSCOPE PHASED ARRAY
Unique in the world ,Non coupling Phased Array system. -
Air-Coupled transducers
Wideband transducers from 25Khz to 2 Mhz .Focus and Non-focus.



-
Ultrasound Scanners
Fully compatible with ULTRASCOPE, DIFRASCOPE and SITAU products. -
Inmersion Tank
Wide range of immersion tanks for non-destructive testing in water bath. -
Ultraview,Ultrascan & TOFD view
Powerful software tools to easily cofigure the system parameters.



-
MotorMotion
MotorMOTION is a fully programmable steppermotor control unit, capable of simultaneously controlling up to 3 axes, with configurable acceleration ramp and micro-steps. -
Ultrasound- CALC, Phased Array-Wizard and TOFD-CALC
A series of handheld tools for NDT, based on Android Operating System.


Dasel sistemas -Tecnología de Ultrasonidos

DASEL es una empresa especializada en el desarrollo de sistemas de ultrasonido, que
ofrece un servicio flexible y es capaz de adaptarse a las necesidades de cada cliente sin renunciar a la excelencia en la calidad en sus productos.
La calidad es un compromiso que DASEL aplica en todas sus áreas de producción para mantener la trazabilidad de sus productos. Por este motivo la empresa cuenta con la certificación internacional ISO 9001:2015 y la ISO 9100:2018 por parte de Bureau Veritas en la producción y calibración de sus equipos.

DASEL desarrolla todos sus productos de forma modular y en base a dispositivos reconfigurables de alta densidad (FPGAs). Teniendo en cuenta el alto coste que implica el desarrollo de un nuevo hardware, esta filosofía de diseño nos permite adaptar nuestros sistemas a aplicaciones muy diversas, con la incorporación de nuevas funcionalidades o algoritmos de procesamiento específicos sin necesidad de modificar la electrónica del equipo.
 |
 |
 |
 |
||
| ISO 9001:2015 | ISO 9100:2018 | ||||
|
PYME INNOVADORA
Válido hasta el 22 de febrero de 2022
 |

Últimas entradas del blog
TARTAGLIA
TARTAGLIA: Red Federada Para Acelerar La Aplicación De La Inteligencia En El Sistema Sanitario Español (TARTAGLIA)

 |
 |
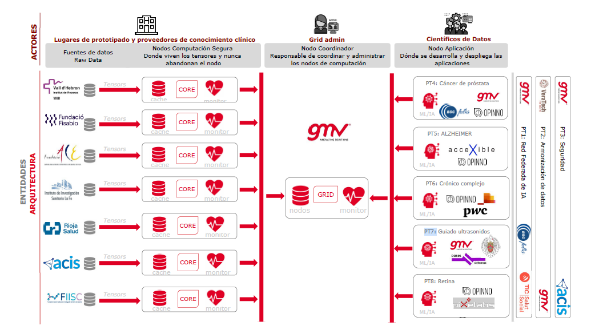 |
El consorcio público-privado formado por 16 entidades ha obtenido la mayor puntuación de entre los proyectos presentados a la convocatoria Misiones de I+D en Inteligencia Artificial. Cuenta con un presupuesto de más de 7,5 millones de euros, financiados a través de la Unión Europea con fondos Next Generation EU. DASEL participa como socio en el proyecto TARTAGLIA, responsable en el PT6 en las actividades A7.2 y A7.5. El proyecto TARTAGLIA está financiado a través del Programa Misiones de I+D en Inteligencia Artificial de la Secretaría de Estado de Digitalización e Inteligencia Artificial (SEDIA) del Ministerio de Asuntos Económicos y Transformación Digital (Nº Expediente TSI-100205-2021-0004), correspondiente a los fondos del Plan de Recuperación, Resiliencia y Transformación. |
Inspección con Phased-Array de uniones pegadas en palas de aerogeneradores
Sector : Energía Eólica, Materiales compuestos
Material : Compuesto de fibra de vidrio
Tecnología : Phased Array
Equipo utilizado : SITAU-311
Palabras clave : Phased Array, GFRP, Aerogeneradores
Titulo : Inspección con Phased-Array de uniones pegadas en palas de aerogeneradores.
1. Introducción
La utilización de adhesivos epóxicos para unir piezas de compuesto de fibra de vidrio (GFRP) es una práctica usual en la fabricación componentes de gran tamaño. Es el caso de las palas de aerogeneradores, donde los largueros que componen la estructura interna se pegan a las cubiertas externas, ambas partes fabricadas en GFRP. De la calidad de estas uniones depende la resistencia estructural de todo el componente, y por tanto, su evaluación mediante ensayos no destructivos es de vital importancia.
La inspección de compuestos de fibra de vidrio supone un reto para las técnicas de evaluación por ultrasonidos, ya que la micro-estructura del GFRP genera ruido de grano y una gran atenuación en las señales ultrasónicas. El enfoque clásico para solventar este problema es utilizar transductores de baja frecuencia (por debajo de 500 kHz), pero la baja resolución que se obtiene no permite detectar defectos pequeños o inspeccionar componentes de poco espesor.
En este trabajo se presentan los resultados de la inspección de la zona de pegado de un larguero en una pala de aerogenerador mediante la técnica phased-array. Se demostrará como, la utilización de esta técnica permite obtener imágenes de alta resolución al mismo tiempo que incrementa significativamente la velocidad de inspección.
2. Materiales y métodos
La figura 1 muestra el esquema de la probeta utilizada. Está compuesta por dos láminas de GFRP pegadas con cemento epoxy, simulando la unión entre un larguero y la cubierta superior de la pala. Los defectos a detectar son dos inclusiones de madera de balsa que simulan el despegado de ambas láminas.

Figure 1 – Esquema de la probeta
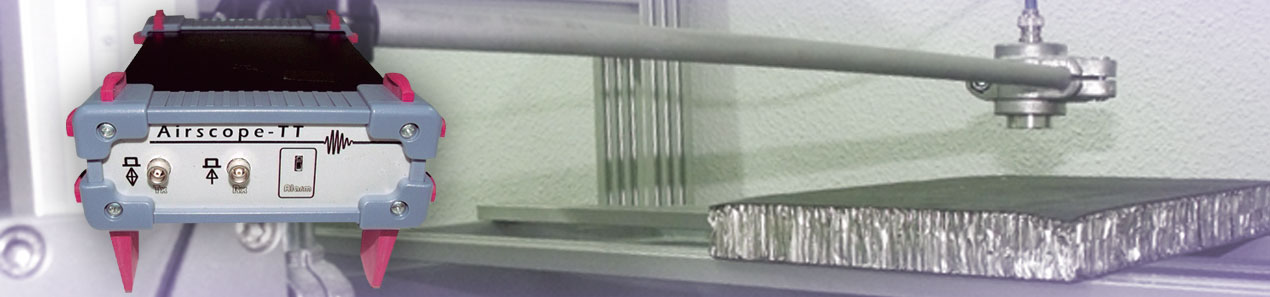
Se utilizó un array de 5 MHz, con 128 elementos separados 0.5 mm, y acoplamiento por contacto sobre la cara superior de la pieza. La figura 2 muestra un esquema de la inspección. El barrido electrónico del phased-array permite eliminar el movimiento del transductor en la dirección perpendicular a la línea de pegado, lo cual reduce significativamente el tiempo de inspección y la complejidad con respecto a un transductor mono-elemento.
El equipo utilizado fue un SITAU-311, con 32 canales activos multiplexados a 128 elementos. La inspección se realizó mediante un barrido lineal a 0º.

Figura 2 – Esquema de la inspección con phased array y comparación con un monoelemento
3. Resultados
Cuando la unión es correcta, la interfaces entre las láminas y el cemento no generan una señal importante, ya que la impedancia acústica del epoxy es similar a la del GFRP. Por el contrario, el despegado de los componentes introduce una interfaz GFRP-Aire o Epoxy-Aire que genera ecos de mayor amplitud.
La figura 3 muestra los C-SCAN obtenidos mediante tres métodos: 1) Amplitud del eco en la primer interfaz 2) amplitud del eco en la segunda interfaz y 3) Tiempo de vuelo del eco de mayor amplitud. Esta última es la que permite dimensionar mejor los defectos, con una resolución de aprox. 1 mm en ambas direcciones.

Figura 3 – Imágenes C-SCAN para 3 configuraciones distintas.
4. Conclusiones
La utilización de transductores phased-array de frecuencia superior a 1 MHz permite, gracias a su capacidad de focalizar el haz ultrasónico, realizar inspecciones de alta resolución en uniones pegadas de componentes de fibra de vidrio y resina. En este trabajo se ha demostrado la capacidad de detectar y dimensionar las zonas despegadas en un larguero estructural de una pala de aerogenerador.
Además de aumentar significativamente la velocidad de inspección, la técnica phased-array permite, en este caso, dimensionar los defectos con una resolución de aprox. 1mm en ambas direcciones.
5. Bibliografía
4. Enlaces a los equipos utilizados
- SITAU-311
Noticias de Facebook
Últimos Tweets
Últimas noticias de la industria
Noticia del canal electrónico no encontrada
Industrial Scanners
Aerospace Inspection Solutions
Flaw Detectors
Ultrasonic Flaw Detectors
Phased Array
Guided Wave
Pulser-Receivers
Integrated Inspection Systems
Bar Inspection Systems
Tube Inspection Systems
NDT Systems Instrumentation
Advanced NDT applications
GLASSFIBER BROKEN FIBERS
GLASSFIBER UNBOND
RAILWAY STEEL BOLTS
CASTING INCLUSIONS
AUTOMOTIVE NODULARITY
Applications
Application Notes
Applications Support
PDF Library
Video Gallery
Software Downloads
Training Academy
Obsolete Products
ISO Certifications