")








 |
Modular and Reconfigurable The key to success incustom solutions. |

-
-

Training
Personalized training courses. -

ENGINEERING
Feasibility study as a key of sucess.
-

ULTRASCOPE SERIE
ULTRASCOPE USB, all the power of a high-end system in the palm of your hand -
DIFRASCOPE
Much more than a multi-channel TOFD system. -
AMPLUS-32
AMPLUS-32 is a broadband pre-amplifier fully compatible with ULTRASCOPE / DIFRASCOPE.



-
PHASED ARRAY SYSTEM
Phased array systems,based on the SITAU technology. -
GNR FILTER
See beyond structural noise no matter grain noise present on the material. -
AUTOFOCUS
Get the best image quality with a single click... no matter how complex the geometry is.



-
FULL PARALLEL PHASED ARRAY
Synthetic Aperture Techniques (SAFT), Full matrix capture (FMC), total focusing method (TFM), Sampled Phased array, can be implemented. -
GPU Development Kit
Complete your SITAU Phased-Array system with the power of GPU’s. -
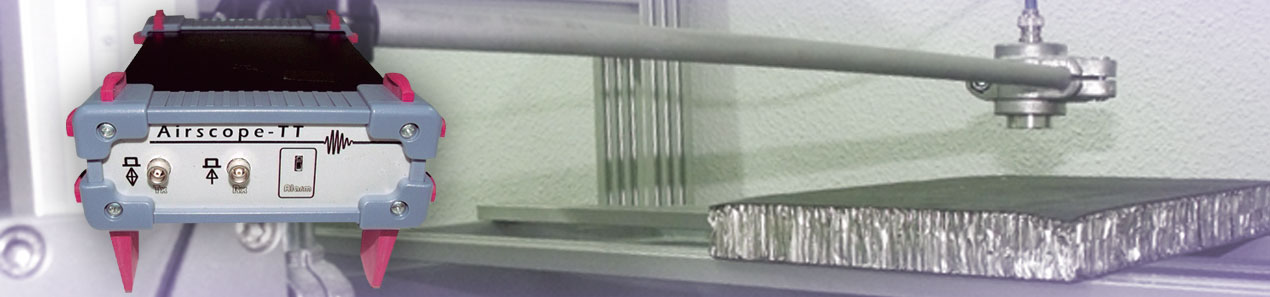
AIRSCOPE SOLUTIONS
Air-coupled NDT solutions for compiste inspections.



-
AIRSCOPE MULTICHANNEL
Air-coupled NDT solutions for compiste inspections. -
AIRSCOPE PHASED ARRAY
Unique in the world ,Non coupling Phased Array system. -
Air-Coupled transducers
Wideband transducers from 25Khz to 2 Mhz .Focus and Non-focus.



-
Ultrasound Scanners
Fully compatible with ULTRASCOPE, DIFRASCOPE and SITAU products. -
Inmersion Tank
Wide range of immersion tanks for non-destructive testing in water bath. -
Ultraview,Ultrascan & TOFD view
Powerful software tools to easily cofigure the system parameters.



-
MotorMotion
MotorMOTION is a fully programmable steppermotor control unit, capable of simultaneously controlling up to 3 axes, with configurable acceleration ramp and micro-steps. -
Ultrasound- CALC, Phased Array-Wizard and TOFD-CALC
A series of handheld tools for NDT, based on Android Operating System.


Dasel sistemas -Tecnología de Ultrasonidos

DASEL es una empresa especializada en el desarrollo de sistemas de ultrasonido, que
ofrece un servicio flexible y es capaz de adaptarse a las necesidades de cada cliente sin renunciar a la excelencia en la calidad en sus productos.
La calidad es un compromiso que DASEL aplica en todas sus áreas de producción para mantener la trazabilidad de sus productos. Por este motivo la empresa cuenta con la certificación internacional ISO 9001:2015 y la ISO 9100:2018 por parte de Bureau Veritas en la producción y calibración de sus equipos.

DASEL desarrolla todos sus productos de forma modular y en base a dispositivos reconfigurables de alta densidad (FPGAs). Teniendo en cuenta el alto coste que implica el desarrollo de un nuevo hardware, esta filosofía de diseño nos permite adaptar nuestros sistemas a aplicaciones muy diversas, con la incorporación de nuevas funcionalidades o algoritmos de procesamiento específicos sin necesidad de modificar la electrónica del equipo.
 |
 |
 |
 |
||
| ISO 9001:2015 | ISO 9100:2018 | ||||
|
PYME INNOVADORA
Válido hasta el 22 de febrero de 2022
 |

Últimas entradas del blog
TARTAGLIA
TARTAGLIA: Red Federada Para Acelerar La Aplicación De La Inteligencia En El Sistema Sanitario Español (TARTAGLIA)

 |
 |
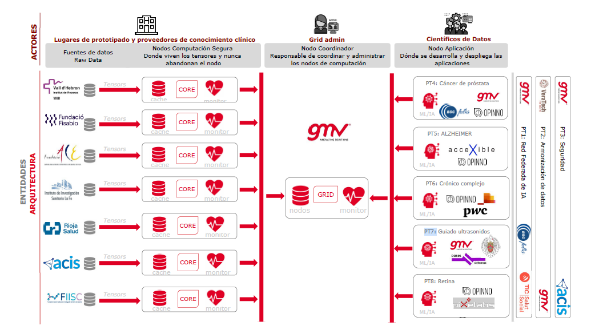 |
El consorcio público-privado formado por 16 entidades ha obtenido la mayor puntuación de entre los proyectos presentados a la convocatoria Misiones de I+D en Inteligencia Artificial. Cuenta con un presupuesto de más de 7,5 millones de euros, financiados a través de la Unión Europea con fondos Next Generation EU. DASEL participa como socio en el proyecto TARTAGLIA, responsable en el PT6 en las actividades A7.2 y A7.5. El proyecto TARTAGLIA está financiado a través del Programa Misiones de I+D en Inteligencia Artificial de la Secretaría de Estado de Digitalización e Inteligencia Artificial (SEDIA) del Ministerio de Asuntos Económicos y Transformación Digital (Nº Expediente TSI-100205-2021-0004), correspondiente a los fondos del Plan de Recuperación, Resiliencia y Transformación. |
Inspección de Silentblocks por Ultrasonido
INSPECCIÓN DE SILENTBLOCKS POR ULTRASONIDOS
Se trata de identificar, mediante técnicas ultrasónicas, defectos de fabricación en silentblocks. Estas piezas están compuestas normalmente por un núcleo cilíndrico de metal envuelto por una capa de goma, y el exterior puede estar recubierto de metal o plástico. Los defectos que se buscan son despegados entre la goma y el núcleo, despegados entre la goma y el recubrimiento externo y porosidad en la goma.
Se trabajó con 3 tipos de probetas que se describen a continuación:
|
|
Nombre |
Composición |
Defectos |
|
|
Tipo 1 |
Metal-Goma-Plástico |
Despegado y poros |
|
|
Tipo 2 |
Metal-Goma |
Despegado |
|
|
Tipo 3 |
Metal-Goma-Metal |
Despegado |



Tabla I – Tipos de probeta inspeccionados
Probetas Tipo 1
Es posible detectar mediante ultrasonidos tanto el despegado entre la goma y el recubrimiento como los poros en la goma. Con los métodos ensayados se consiguió una buena resolución y repetitividad en la medida. Eligiendo correctamente la frecuencia es posible evitar que el recubrimiento de plástico afecte negativamente a la medida. Se estima que es posible detectar despegados a partir de2 mmde longitud y poros a partir de0.6 mmde diámetro.
Probetas Tipo 2
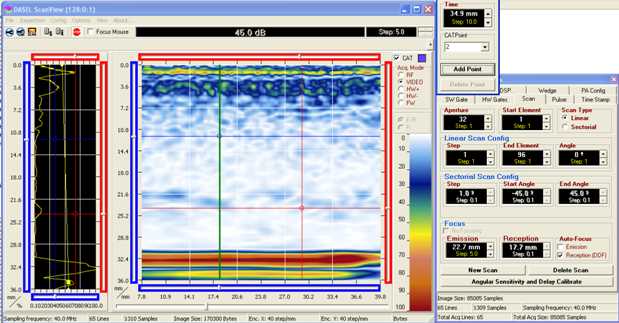
En este tipo de probetas sin recubrimiento es posible detectar el despegado entre la goma y el núcleo de metal. En la siguiente figura se muestra una imagen de los 360º del cilindro en la que se aprecia claramente la zona despegada. Se estima que es posible detectar despegados a partir de2 mmde longitud y poros a partir de0.6 mmde diámetro. También es posible detectar porosidad en la goma, pero no se cuenta con una probeta con esa defectología.
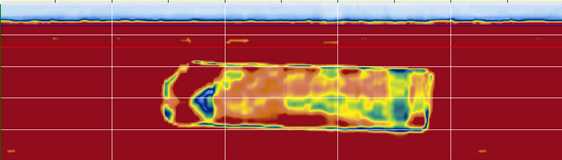
Fig. 1 – Imagen de 360º del silentblock tipo 2 con despegado entre la goma y el núcleo de metal.
Probetas Tipo 3
El recubrimiento exterior de metal no permite inspeccionar la goma ni la unión goma-núcleo con técnicas ultrasónicas convencionales. Se han probado técnicas de medición indirecta para detectar despegados entre la goma y el recubrimiento exterior, pero es necesario contar con un conjunto de probetas con defectos conocidos y caracterizados para calibrar y poner a punto la medida.
Propuesta de sistema de inspección
La inspección fuera de línea es viable con el sistema esquematizado en la Fig. 2. Consta de una cuba para inspección por inmersión total con un soporte giratorio para colocar la muestra. El transductor ultrasónico se sujeta mediante un brazo con 3 grados de libertad (manual o motorizado) para adaptarse a diferentes modelos de silentblock. Se estima que el tiempo de medida puede ser de10 a30 segundos, dependiendo del tamaño de la pieza, la configuración del sistema ultrasónico y del transductor.
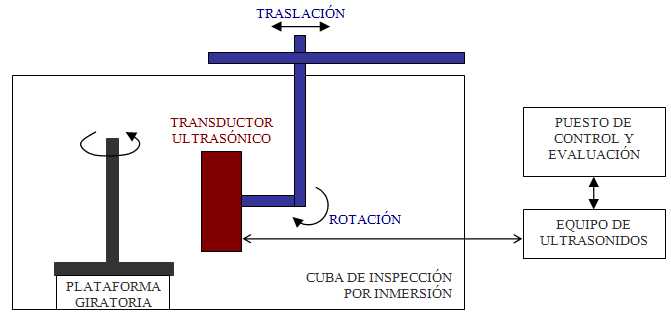
Fig. 2 – Esquema del sistema de inspección off-line
Sin defectos:
Con porosidad:
Con despegado:
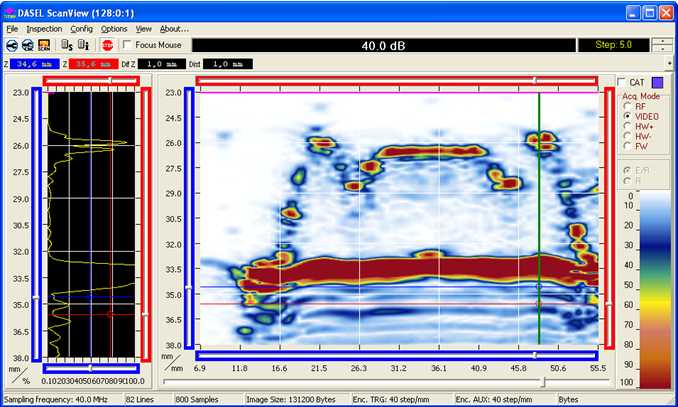
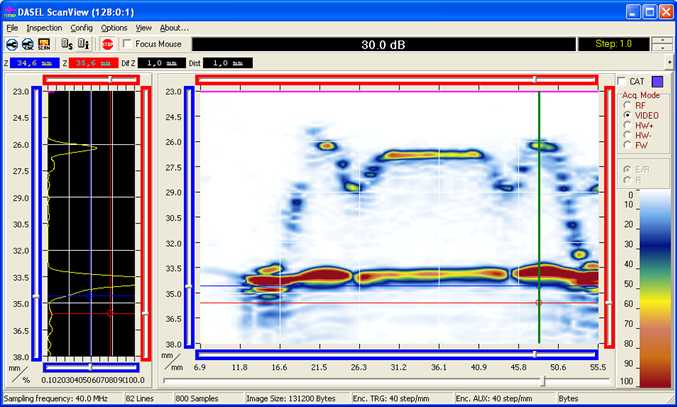
- Piezas con recubrimiento de plástico
Pieza sin defectos:
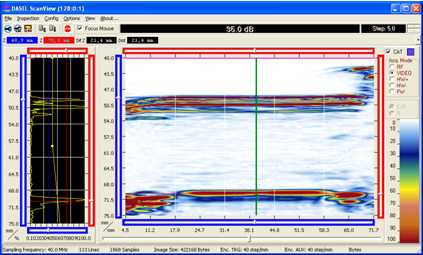
- Los ecos múltiples en la entrada se deben al espesor del plástico.
- En el interior de la goma no se aprecian ecos de amplitud significativa (material homogéneo)
- El eco de fondo generado por la interfaz goma-metal se ve correctamente.
- Se ve un segundo eco de fondo que coincide con los 5mm de espesor de la pared del tubo interior. Esta podría ser una prueba de buen pegado entre el tubo de metal y la goma, pero sería mejor evaluarlo desde dentro.
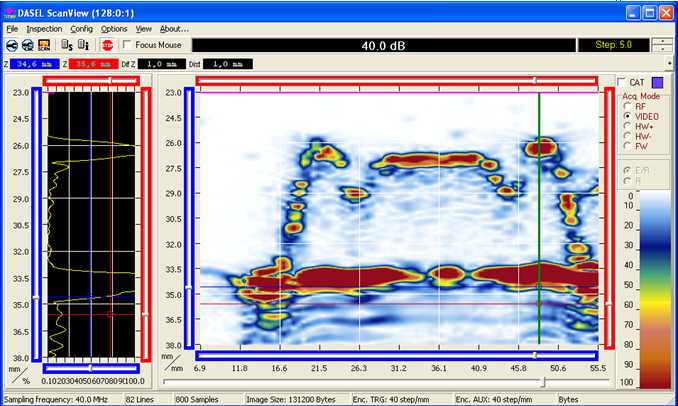
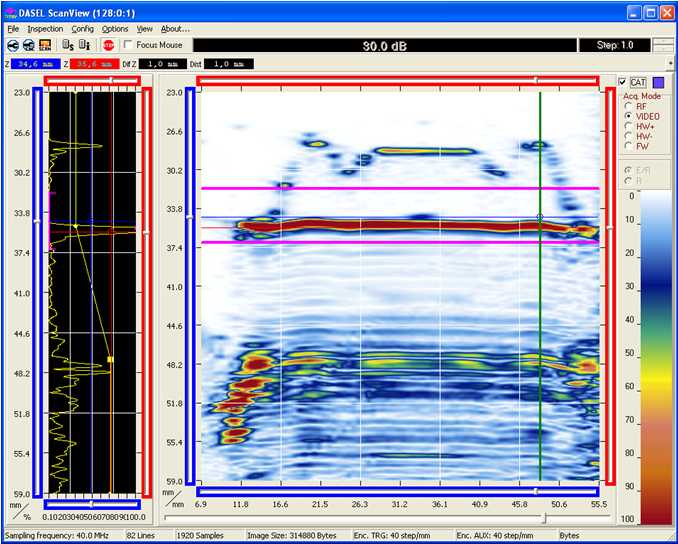
Muestra defectuosa (marcada como B):
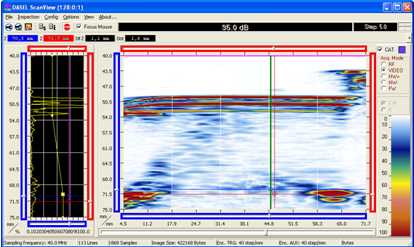
1- Desaparece el eco de fondo, lo que significa que hay un despegado entre el plástico y la goma o que hay gran cantidad de burbujas dentro de la goma.
2- En el la región de la goma aparecen indicaciones puntuales compatibles con la presencia de burbujas.
3- Este comportamiento se mantiene en toda la pieza (360º)
Nota: el eco de entrada no parece cambiar. Si estuviese despegado el plástico de la goma, no deberían aparecer reverberaciones? Esto puede indicar que en realidad el problema es de burbujas más que de despegado.
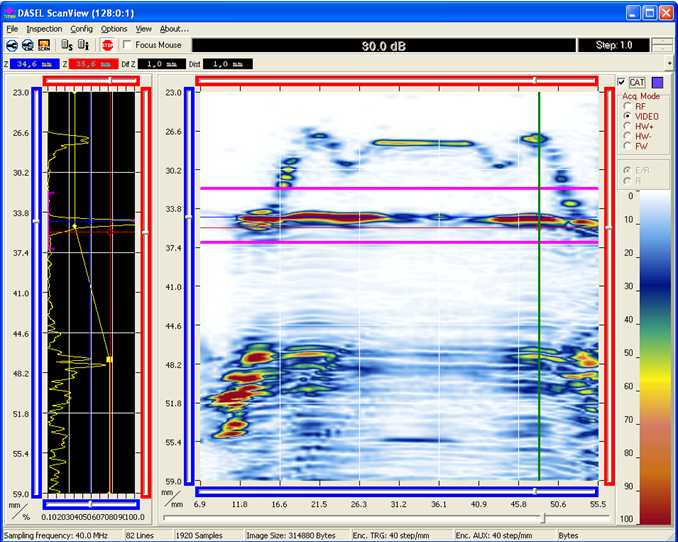
Incrementando la ganancia se ven claramente la burbujas en la goma.
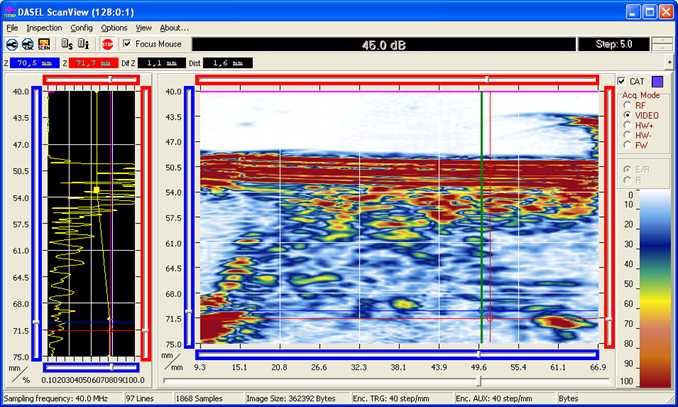
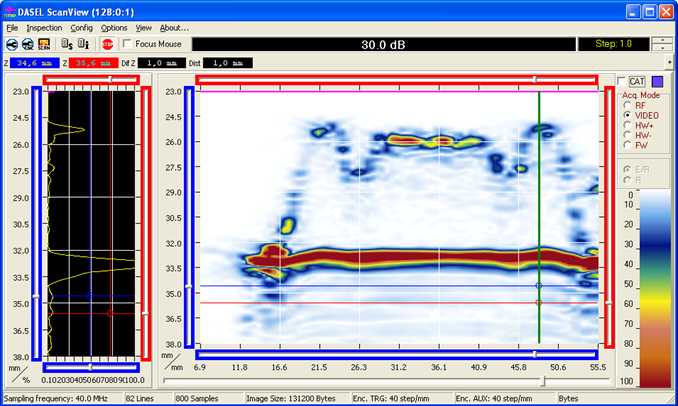
- Piezas sin recubrimiento externo
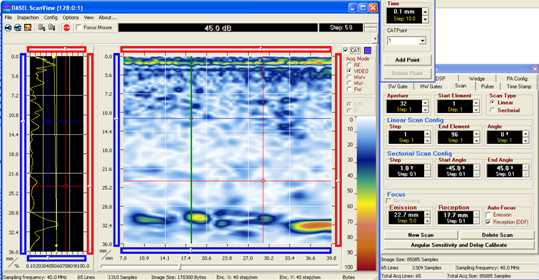
43371-OK
- El eco de entrada determina perfectamente el perfil de la goma
- El interior de la goma no contiene indicaciones fuertes
- El eco de fondo se ve correctamente, y presenta reverberaciones que concuerdan con el espesor del tubo de metal.
- Este comportamiento se mantiene en toda la pieza.
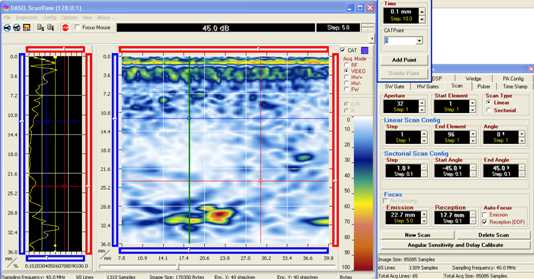
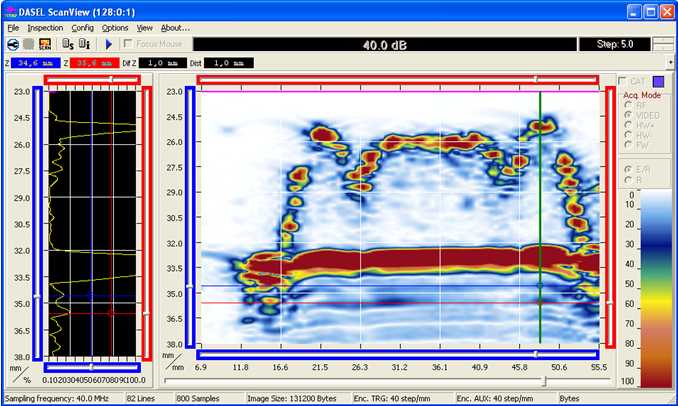
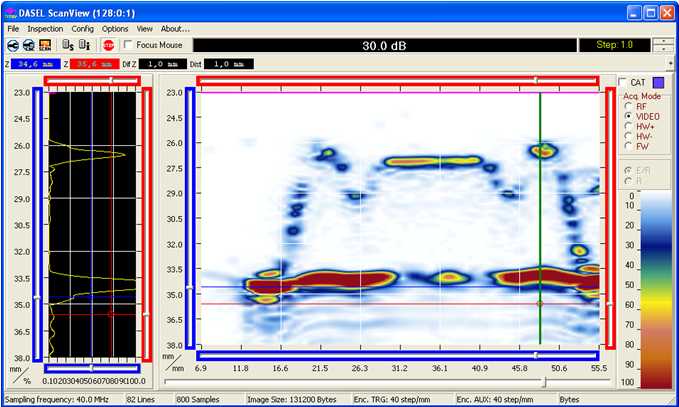
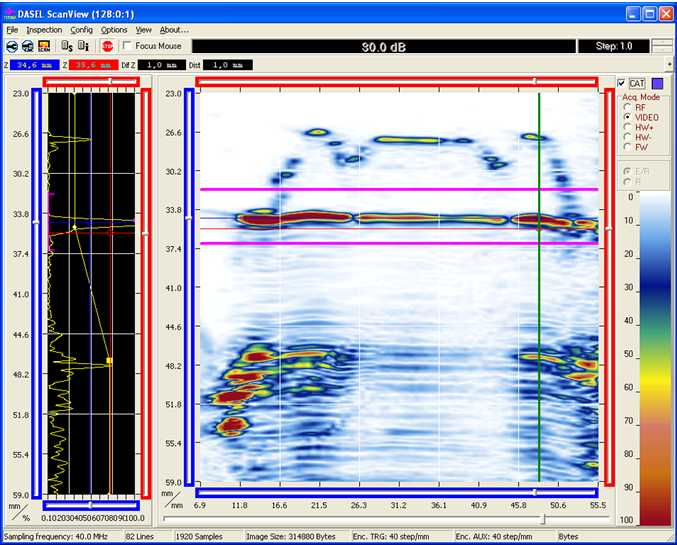
43371-ZL
Al lado de la marca azul aparece una burbuja en el fondo:
Justo en la marca azul desaparece el eco de fondo, lo que indicaría un despegado.
Pregunta: no debería aparecer antes el eco de la burbuja que forma el despegado?
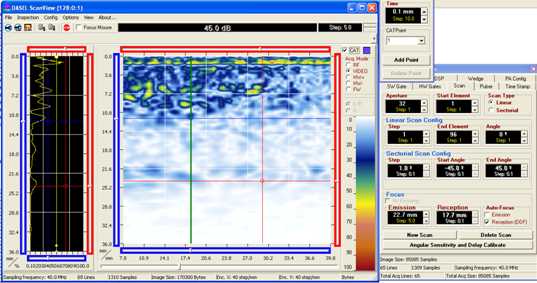
Con menos ganancia:
OK
Burbuja pequeña

En la marca azul
Despegado “parcial”
En esta pieza sí se ve a través del agua del cilindro central la pared opuesta. También es una forma de evaluar un despegado.
ok
Despegado fuerte
Despegado débil
Noticias de Facebook
Últimos Tweets
Últimas noticias de la industria
Noticia del canal electrónico no encontrada
Industrial Scanners
Aerospace Inspection Solutions
Flaw Detectors
Ultrasonic Flaw Detectors
Phased Array
Guided Wave
Pulser-Receivers
Integrated Inspection Systems
Bar Inspection Systems
Tube Inspection Systems
NDT Systems Instrumentation
Advanced NDT applications
GLASSFIBER BROKEN FIBERS
GLASSFIBER UNBOND
RAILWAY STEEL BOLTS
CASTING INCLUSIONS
AUTOMOTIVE NODULARITY
Applications
Application Notes
Applications Support
PDF Library
Video Gallery
Software Downloads
Training Academy
Obsolete Products
ISO Certifications