")


|
Máximo espesor de la pieza a inspeccionar. |
|
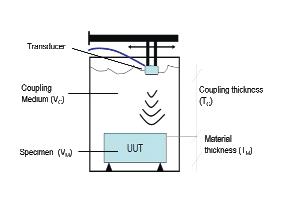
El espesor máximo de la pieza a inspeccionar (TM) está limitado por la altura del medio acoplante (Tc), normalmente agua o plexiglass.
VC => Velocidad del sonido en el acoplante. VM => Velocidad del sonido en la pieza a inspeccionar.
|
|
Distancia en un salto ("Skip distance") (SD) |
|
Es la distancia desde el "index point" del transductor hasta el punto en el que el haz vuelve a la superficie. Este parámetro es importante para calcular la distancia a la que se debe ubicar el transductor para inspeccionar todo el espesor de la soldadura. Ángulo del transductor => θ TM => Espesor de la pieza.
|
|
Distancia en medio salto ("Half skip distance") (HSD) |
Es la distancia desde el "index point" del transductor hasta el punto en la superficie justo sobre el punto donde el haz alcanza el fondo de la pieza.
Distancia recorrida en directa (HSBPL) = AD = TM/cos θ
Distancia recorrida en un salto (FSBPL) = AD + DC = 2TM/ cos θ |
|
|
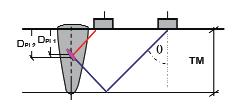
Identificación de defectos |
|
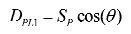
DPL1 => Profundidad del defecto desde la superficie considerando 1 salto. SP => Recorrido del sonido sin contar con la reflexión en el fondo
|
|
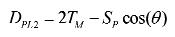
Identificación de defectos |
DPL2 => Profundidad del defecto desde la superfice considerando 2 saltos. SP => Recorrido del sonido incluyendo la reflexión del fondo. TM => Espesor de la pieza.
|


|
Inspección de componentes cilíndricos |
||
|
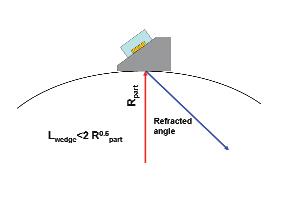
Relaciones entre la longitud de la suela y el radio del componente. |
|
Se recomienda, para inspecciones por contacto, que si la suela no tiene la curvatora de la pieza, la longitud de la suela (LWedge) cumpla la siguiente condición:
Como regla general, la máxima separación entre la suela y la superficie debe ser ≤ 0.5mm |
|
Inspección de soldaduras en tubos. |
|
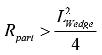
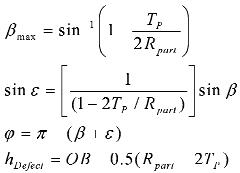
El recorrido del sonido y el ángulo refractado cambian cuando la superficie es curva, como en el caso de las soldaduras en tubos:
TP => Espesor de la tubería. RPart => Radio exterior. βmax => Máximo ángulo de sonda. φ => Ángulo radial. hDefetc => Altura del defecto. OB => Distancia desde el centro del tubo hasta el defecto. |
|
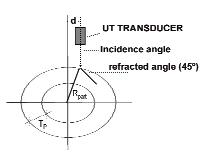
Distancia lateral para generar ondas transversales a 45º |
|
El procedimiento debe llevarse a cabo por inmersión:
d => Distancia lateral desde la línea central. Rpart => Radio exterior. VW => Velocidad del sonido en agua. VT => Velocidad de las ondas transversales en el material. TP => Espesor del material. |